
İmalatta, fikstür, mastar ve kalıp için üç uygun terim sıklıkla karşımıza çıkar.İmalat dışı, makine mühendisleri veya çok az pratik deneyimi olan makine mühendisleri için bu üç terim bazen kolaylıkla karıştırılabilir.
Aşağıda, ilgilenenlerin temel bir anlayışa sahip olmasına yardımcı olmayı umarak kısa bir giriş bulunmaktadır.
Fikstür:
Ortak İngilizce çevirisiKelepçe, asıl amaç nesneleri düzeltmektir;Kelepçeler sadece üretim makine ve ekipmanlarında kullanılmamakta, aynı zamanda birçok alanda da yaygın olarak kullanılmaktadır.
Örneğin silahın görüşünü sabitleyen yapıya armatür denir;otomatik makine ve ekipmanlardaki hareketli nesneleri sabitlemek çok temel bir işlevdir.Malzeme sağlam olduğu sürece işleme, montaj veya taşıma sırasında nesnenin sabitlenmesi kaçınılmazdır.amaç, kuvvet veya atalet değiştiğinde (hızlanma ve yavaşlama değişiklikleri) nesnenin keyfi olarak kaymasını önlemektir ve kenetleme en önemli sabitleme yöntemlerinden biridir;Nesne sabitleme ilkesini dikkatlice düşünün; bunlardan biri geometrik kısıtlamalar vermek, katı sıkışmış ve hareket edemez, diğeri ise hareketi önlemek için nesnenin atalet kuvvetini aşan maksimum statik sürtünme kuvvetini sağlamaktır.
İlk yöntem olan geometrik kısıtlama teorik olarak en iyi yöntemdir.Sebebi çok basittir, yani fizikte geleneksel olarak bilindiği gibi "katı maddeler katıların içinden geçemez" ve cisimler hareket sırasında eylemsizlik kuvveti dışında ek etkilere maruz kalmayacaklardır.Nesnenin ek kuvvetten etkilenmesini önleyebilecek kuvvet, ancak fikstür nesnenin şekline göre tasarlanmalı ve nesnenin üretimindeki tolerans ve hatayla başa çıkmak için toleransın ayrılması gerekir, bu nedenle gerçek nesnelerde nadiren görülür.Bu konsept tasarımın tamamı kullanılmıştır.Bunun nedeni, değişim esnekliğinin çok küçük olması ve hatanın nesne ile fikstür arasında çarpışma olasılığına neden olmasıdır.
İkinci yöntem ise atalet kuvvetini aşan maksimum statik sürtünme kuvvetini sağlayarak nesnenin sabit konumunu korur.Bu yöntemle sağlanan sürtünme kuvvetinin en az iki yöndeki atalet etkisini aşması gerekir; biri yer çekimi yönüdür ve nesne aşağıya düşmez.Bunlardan biri hareket yönüdür (hem öteleme hem de dönüş dikkate alınır), böylece şu anda en önemli uygulama yöntemi olan hızlanma ve yavaşlama sırasında nesne kaymaz.
Geleneksel olarak, metal malzemeler için, malzemenin yüksek mukavemeti nedeniyle, nesnenin hareket etmemesini sağlamak için büyük bir kuvvet uygulanabilir, bu nedenle bazı metal işleme otomasyon ekipmanlarında nesneyi sabitlemek için sıklıkla hidrolik kelepçeler kullanılır.
Bazı ahşap nesnelerin sabitlenmesinde de yaygındır, ancak sabitleme kuvveti nispeten küçük olacaktır.
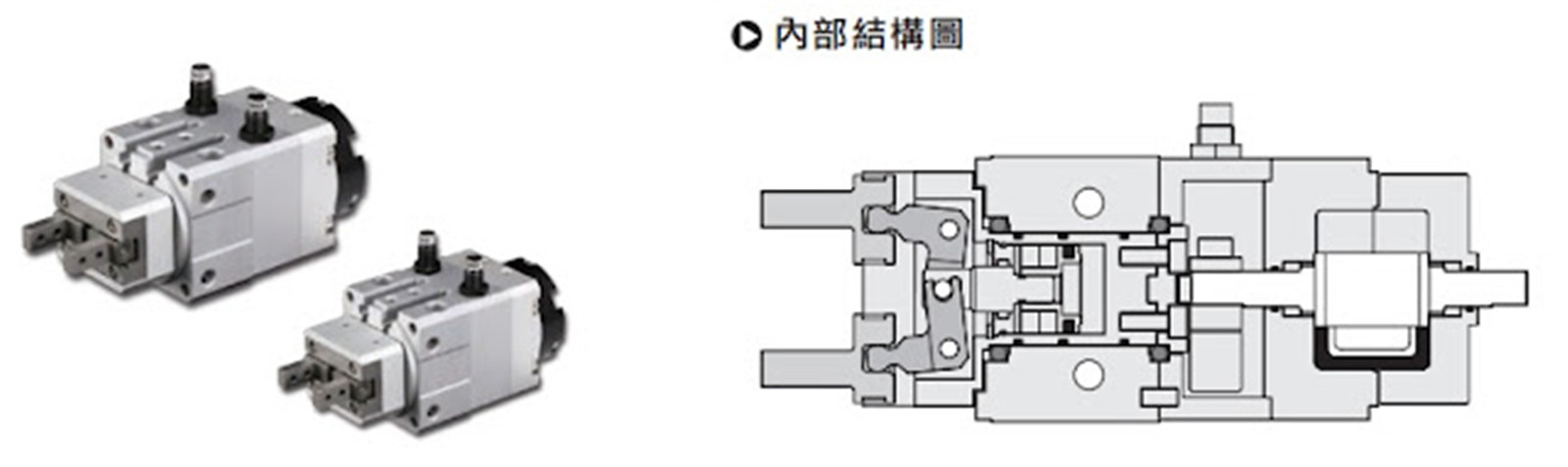
Yukarıda gösterilen tutucu silindir, küçük nesneleri taşımak için doğrudan kavrayabilir ve döndürebilir
Maksimum statik sürtünme kuvvetini sağlamanın yolu, kenetleme eyleminde pozitif bir kuvvet sağlamanın ve maksimum statik sürtünme kuvvetini hesaplamak için bunu sürtünme katsayısı ile çarpmanın yanı sıra, aslında bir basınç oluşturmak için vakum emişini de kullanabilir. Pozitif bir kuvvet sağlamak için fark ve daha sonra yüksek sürtünme katsayılı bir malzeme ile işbirliği yapın.Atalet kuvvetini aşan maksimum statik sürtünme kuvvetini sağlayın.Bu yöntem, nesneye uygulanan kuvvet miktarını azaltma olanağına sahiptir.Bu nedenle bazı hassas bileşenlerin veya kırılgan malzemelerin sabitlenmesinde sıklıkla kullanılır.Dezavantajı, yüksek sürtünme katsayılı malzemelerin nesnenin yüzeyinde kalıntı bırakması ve kirlenmesi veya çizilmesidir; bu, ultra yüksek temizlik gerektiren bazı ürünlerde dikkat edilmelidir.
Hareket etme işlemi sırasında nesnelerin sabitlenmesi açısından bakıldığında, diğer manyetik demir, kobalt, nikel vb. dahil olmak üzere demir malzemelerinin, frezeleme, taşlama işlerinde yaygın olarak kullanılan elektromanyetik kuvveti kullanmasının özel bir yolu vardır. , planyalama ve diğer takım tezgahları.Sahnede (manyetik montaj),
Ancak bu kuvvet çok büyüktür ve genellikle hareketin atalet kuvvetinin üstesinden gelmek için değil, kesme işleminin kuvvetinin üstesinden gelmek için kullanılır.
Yüksek sıcaklıktaki ortamlarda birkaç özel durum kullanılır ve yumuşak malzemeler kullanılamaz.Yukarıdaki iki yöntemin karıştırıldığı ve kuvvetin nesneler üzerindeki etkisini en aza indirmek için bir yönün geometrik bir sınıra (yerçekimi yönü gibi) değiştirildiği bazı sahneler de vardır..
Jig
Her zamanki İngilizce adıJigve jig Japonca telaffuzdan türetilmiştir;Jigin ana işlevi nesnenin konumunu sabitlemek ve bulmaktır.Aparat ile karşılaştırıldığında, sıklıkla görülen ek bir konumlandırma fonksiyonuna sahiptir. Aparat, nesneyi konumlandırmak için geometrik kısıtlama yöntemini kullanacaktır, bu nedenle konumlandırma bloğu ve konumlandırma pimi genellikle eğimli bir tasarıma sahiptir ve bu da nesneyi yönlendirmek için kullanılır. Nesneyi nispeten küçük bir alana sığdırın ve nesnenin konumunu sınırlayın.
Nesneyi daha kesin bir şekilde sabitlemek amacıyla, bazen nesneyi referans yüzeyine/kenarına dayandırmak için zorunlu bir itme eylemi eklenir;eğer bu hareket devam ederse ve nesnenin hareket etmesini engellerse, kelepçenin bir uzantısı gibi işlev görür;Bu nedenle çoğu zaman yanlış anlaşılmalara neden olmakta ve fikstür ile aparat karıştırılmaktadır.Bu nedenle, kesin olarak konuşursak, fikstür ve fikstürün işlevi ve amacı biraz farklıdır.Fikstür sabitlemeye odaklanır ve fikstür "hassas" konumlandırmaya odaklanır.Ancak fikstür bazen daha fazla sıkıştırma ve sabitleme gerektirdiğinden bazen fikstürle birlikte kullanılır.Biraz benzer olacak;pratikte bu ikisinin mekanizma tasarımı genellikle fabrikada aynı departmana yerleştirilir ve buna fikstür tasarımı adı verilir.Bu departman üretim, ekipman bakımı ve hatta fabrika işlerine yerleştirilebilir veya Ürün araştırma ve geliştirmesinde temel eğitim geçmişi esas olarak makine mühendisliğidir.
Armatür iyileştirme ve tasarımı, otomatik ekipmanların geliştirilmesinde çok önemli bir başlangıç noktasıdır.Birçok otomasyon ekipmanı şirketi, fabrikalara ithal edilen donanımların yanı sıra tahrik cihazları ve kontrol devrelerinin iyileştirilmesi ve tasarlanması konusunda yardımcı olmakla başlıyor.Sonuçta ürün ve ekipman deneyimini biriktirin ve eksiksiz bir otomasyon ekipmanı şirketi olun.
kalıba dökmek
İngilizce adıKalıba dökmek, nedir?Önceki fikstürün işlevi esas olarak sabitleme ve konumlandırmadır, temel olarak ürün üzerinde başka bir etkisi yoktur ve ürünün kendisini doğrudan etkilemez, ancak kalıp farklıdır ve kalıp doğrudan üretim sürecine katılacaktır.
Birçok kalıp çeşidi vardır ancak temel işlevi ürünün şeklini sınırlamak veya ham maddeleri istenilen şekle sokmaktır.Vb. anlaşılması en kolay örnek olduğundan kalıpların mal imalatında her yerde bulunduğu söylenebilir.Daha popüler olanı ise ay çöreği yapımında kullanılan ahşap kalıpların da bir çeşit kalıp olmasıdır.Çok sayıda kalıp nihai tüketiciye satıldığı sürece, mal üretmek için belli bir şekil olacaktır ve bu şeklin bir kalıp tarafından tamamlanması gerekir.
Kalıpların sınıflandırılması sektöre ve seçilen prosese göre belirlenecektir.Gıda kalıplarının yanı sıra, imalat sanayinde kalıplarla işlenen iki ana malzeme türü vardır: plastik ve metal (tabii ki diğer seramikler, kompozit malzemeler vb. de kalıp kullanacaktır), ancak miktar nispeten küçüktür), dolayısıyla Öncelikle son yıllardaki en fazla sayıdaki plastik üretim kalıplarını kısaca tanıtalım.Metal imalatına veya plastik imalatına yönelik kalıplar prosese bağlı olarak farklı şekilde sınıflandırılabilir.
Gönderim zamanı: 21 Aralık 2022