
ઉત્પાદનમાં, ફિક્સ્ચર, જિગ અને મોલ્ડના ત્રણ યોગ્ય શબ્દો વારંવાર દેખાય છે.નોન-મેન્યુફેક્ચરિંગ, મિકેનિકલ એન્જિનિયર્સ અથવા થોડો વ્યવહારુ અનુભવ ધરાવતા મિકેનિકલ એન્જિનિયરો માટે, આ ત્રણ શબ્દો ક્યારેક સરળતાથી મૂંઝવણમાં આવે છે.
નીચે એક સંક્ષિપ્ત પરિચય છે, જેઓ મૂળભૂત સમજણ મેળવવામાં રસ ધરાવતા હોય તેમને મદદ કરવાની આશા સાથે.
ફિક્સર:
સામાન્ય અંગ્રેજી અનુવાદ છેક્લેમ્પ, મુખ્ય હેતુ વસ્તુઓને ઠીક કરવાનો છે;ક્લેમ્પ્સનો ઉપયોગ માત્ર ઉત્પાદન મશીનરી અને સાધનોમાં જ થતો નથી, પરંતુ ઘણા ક્ષેત્રોમાં પણ તેનો વ્યાપક ઉપયોગ થાય છે.
ઉદાહરણ તરીકે, બંદૂક પર દૃષ્ટિને ઠીક કરતી રચનાને ફિક્સ્ચર કહેવામાં આવે છે;સ્વચાલિત મશીનરી અને સાધનોમાં ફરતા પદાર્થોને ઠીક કરવા માટે તે ખૂબ જ મૂળભૂત કાર્ય છે.જ્યાં સુધી સામગ્રી નક્કર હોય ત્યાં સુધી, પ્રક્રિયા, એસેમ્બલી અથવા ચળવળ દરમિયાન ઑબ્જેક્ટને ઠીક કરવું અનિવાર્ય છે., હેતુ જ્યારે બળ અથવા જડતામાં ફેરફાર થાય છે ત્યારે ઑબ્જેક્ટને મનસ્વી રીતે સ્થળાંતર કરતા અટકાવવાનો છે (પ્રવેગ અને મંદી બદલાય છે), અને ક્લેમ્પિંગ એ સૌથી મહત્વપૂર્ણ ફિક્સિંગ પદ્ધતિઓમાંની એક છે;ઑબ્જેક્ટ ફિક્સિંગના સિદ્ધાંતને કાળજીપૂર્વક ધ્યાનમાં લો, જેમાંથી એક ભૌમિતિક અવરોધો આપવાનો છે, ઘન અટવાઇ જાય છે અને ખસેડી શકતું નથી, અને બીજું મહત્તમ સ્થિર ઘર્ષણ બળ પ્રદાન કરવાનું છે જે ચળવળને ટાળવા માટે ઑબ્જેક્ટના જડતા બળ કરતાં વધી જાય છે.
પ્રથમ પદ્ધતિ, ભૌમિતિક પ્રતિબંધ, સિદ્ધાંતમાં શ્રેષ્ઠ પદ્ધતિ છે.કારણ ખૂબ જ સરળ છે, એટલે કે, ભૌતિકશાસ્ત્રમાં પરંપરાગત રીતે જાણીતું છે તેમ, "ઘન પદાર્થો ઘન પદાર્થોમાંથી પસાર થઈ શકતા નથી", અને જડતા બળ સિવાય ચળવળ દરમિયાન વસ્તુઓને વધારાની અસરોને આધિન કરવામાં આવશે નહીં.બળ, જે ઑબ્જેક્ટને વધારાના બળથી પ્રભાવિત થવાનું ટાળી શકે છે, પરંતુ ફિક્સ્ચર ઑબ્જેક્ટના આકાર અનુસાર ડિઝાઇન કરવું જોઈએ, અને ઑબ્જેક્ટના ઉત્પાદનમાં સહનશીલતા અને ભૂલનો સામનો કરવા માટે સહનશીલતા અનામત રાખવાની જરૂર છે, તેથી તે વાસ્તવિક વસ્તુઓમાં ભાગ્યે જ જોવા મળે છે.આ કન્સેપ્ટ ડિઝાઇન સંપૂર્ણપણે ઉપયોગમાં લેવાય છે.કારણ એ છે કે ફેરફારની સ્થિતિસ્થાપકતા ખૂબ નાની છે, અને ભૂલને કારણે ઑબ્જેક્ટ અને ફિક્સ્ચર વચ્ચે અથડામણની શક્યતા ઊભી થશે.
બીજી પદ્ધતિ મહત્તમ સ્થિર ઘર્ષણ બળ પ્રદાન કરીને ઑબ્જેક્ટની નિશ્ચિત સ્થિતિ જાળવી રાખે છે જે જડતા બળ કરતાં વધી જાય છે.આ પદ્ધતિ દ્વારા પૂરા પાડવામાં આવેલ ઘર્ષણ બળને ઓછામાં ઓછી બે દિશામાં જડતા પ્રભાવને દૂર કરવાની જરૂર છે, એક ગુરુત્વાકર્ષણની દિશા છે, અને પદાર્થ નીચે નહીં પડે., એક છે ચળવળની દિશા (અનુવાદ અને પરિભ્રમણ બંને ધ્યાનમાં લેવામાં આવે છે), જેથી ઑબ્જેક્ટ પ્રવેગક અને મંદી દરમિયાન બદલાશે નહીં, જે હાલમાં સૌથી મહત્વપૂર્ણ એપ્લિકેશન પદ્ધતિ છે.
પરંપરાગત રીતે, ધાતુની સામગ્રી માટે, સામગ્રીની ઊંચી શક્તિને કારણે, ઑબ્જેક્ટ ખસેડશે નહીં તેની ખાતરી કરવા માટે એક વિશાળ બળ લાગુ કરી શકાય છે, તેથી કેટલાક મેટલ પ્રોસેસિંગ ઓટોમેશન સાધનોમાં ઑબ્જેક્ટને ઠીક કરવા માટે હાઇડ્રોલિક ક્લેમ્પ્સનો ઉપયોગ ઘણીવાર થાય છે.
કેટલીક લાકડાની વસ્તુઓના ફિક્સેશનમાં પણ તે સામાન્ય છે, પરંતુ ફિક્સેશન ફોર્સ પ્રમાણમાં નાનું હશે.
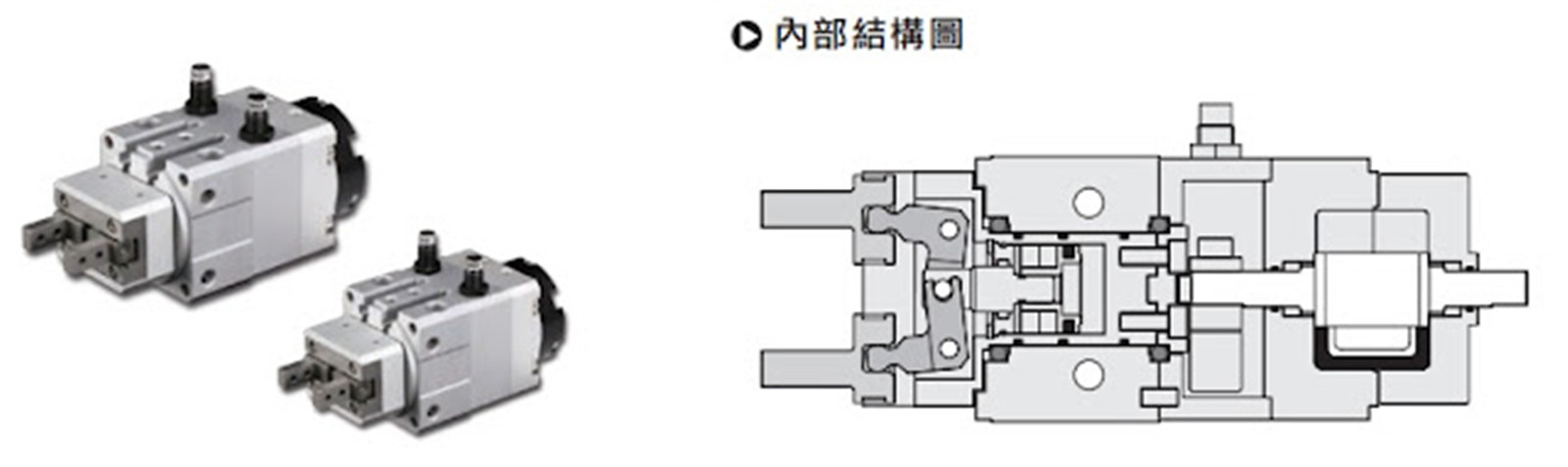
ઉપર બતાવેલ ગ્રિપર સિલિન્ડર હેન્ડલિંગ માટે નાની વસ્તુઓને સીધી પકડ અને ફેરવી શકે છે
મહત્તમ સ્થિર ઘર્ષણ બળ પ્રદાન કરવાની રીત, ક્લેમ્પિંગ ક્રિયામાં સકારાત્મક બળ પ્રદાન કરવા ઉપરાંત મહત્તમ સ્થિર ઘર્ષણ બળની ગણતરી કરવા માટે ઘર્ષણ ગુણાંક દ્વારા તેને ગુણાકાર કરવા ઉપરાંત, વાસ્તવમાં, તે દબાણ પેદા કરવા માટે વેક્યુમ સક્શનનો પણ ઉપયોગ કરી શકે છે. હકારાત્મક બળ પ્રદાન કરવા માટે તફાવત, અને પછી ઉચ્ચ ઘર્ષણ ગુણાંક સામગ્રી સાથે સહકાર.મહત્તમ સ્થિર ઘર્ષણ બળ પ્રદાન કરો જે જડતા બળ કરતાં વધી જાય.આ પદ્ધતિમાં ઑબ્જેક્ટ પર લાગુ બળની માત્રા ઘટાડવાની તક છે.તેથી, તેનો ઉપયોગ ઘણીવાર કેટલાક ચોકસાઇ ઘટકો અથવા બરડ સામગ્રીના ફિક્સિંગમાં થાય છે.ગેરલાભ એ છે કે ઉચ્ચ ઘર્ષણ ગુણાંક સામગ્રી અવશેષો અને દૂષિત કરશે અથવા ઑબ્જેક્ટની સપાટીને ખંજવાળ કરશે, જે કેટલાક ઉત્પાદનો પર ધ્યાન આપવું જોઈએ કે જેને અતિ-ઉચ્ચ સ્વચ્છતાની જરૂર હોય.
હલનચલન પ્રક્રિયા દરમિયાન વસ્તુઓને ઠીક કરવાના દૃષ્ટિકોણથી, અન્ય ચુંબકીય આયર્ન, કોબાલ્ટ, નિકલ વગેરે સહિત લોખંડની સામગ્રી માટે ઇલેક્ટ્રોમેગ્નેટિક બળનો ઉપયોગ કરવાની એક ખાસ રીત છે, જેનો ઉપયોગ સામાન્ય રીતે પીસવાની, ગ્રાઇન્ડીંગના કામમાં થાય છે. , પ્લાનિંગ અને અન્ય મશીન ટૂલ્સ.સ્ટેજ પર (ચુંબકીય માઉન્ટ),
જો કે, આ બળ ખૂબ મોટું છે, અને સામાન્ય રીતે તેનો ઉપયોગ ચળવળના જડતા બળને દૂર કરવા માટે થતો નથી, પરંતુ કટીંગ પ્રક્રિયાના બળને દૂર કરવા માટે થાય છે.
ઉચ્ચ તાપમાનના વાતાવરણમાં કેટલાક વિશિષ્ટ કેસોનો ઉપયોગ કરવામાં આવે છે, અને નરમ સામગ્રીનો ઉપયોગ કરી શકાતો નથી.કેટલાક દ્રશ્યો એવા પણ છે કે જ્યાં ઉપરોક્ત બે પદ્ધતિઓ મિશ્રિત છે, અને એક દિશા બદલીને ભૌમિતિક મર્યાદામાં (જેમ કે ગુરુત્વાકર્ષણની દિશા) વસ્તુઓ પર બળની અસરને ઓછી કરવામાં આવે છે..
જીગ
સામાન્ય અંગ્રેજી નામ છેજીગ, અને જિગ જાપાનીઝ ઉચ્ચારમાંથી ઉતરી આવ્યું છે;જિગનું મુખ્ય કાર્ય ઑબ્જેક્ટની સ્થિતિને ઠીક અને સ્થિત કરવાનું છે.જિગની સરખામણીમાં, તેમાં પોઝિશનિંગનું વધારાનું કાર્ય છે, જે ઘણી વખત જોવામાં આવે છે જિગ ઑબ્જેક્ટને સ્થિત કરવા માટે ભૌમિતિક પ્રતિબંધ પદ્ધતિનો ઉપયોગ કરશે, તેથી પોઝિશનિંગ બ્લોક અને પોઝિશનિંગ પિન ઘણીવાર ઢોળાવવાળી ડિઝાઇન ધરાવે છે, જેનો ઉપયોગ માર્ગદર્શિકા માટે થાય છે. ઑબ્જેક્ટને પ્રમાણમાં નાની જગ્યામાં મૂકો અને ઑબ્જેક્ટની સ્થિતિને મર્યાદિત કરો.
ઑબ્જેક્ટને વધુ સચોટ રીતે ઠીક કરવા માટે, ઑબ્જેક્ટને સંદર્ભ સપાટી/ધારની વિરુદ્ધ બનાવવા માટે કેટલીકવાર દબાણયુક્ત દબાણ ક્રિયા ઉમેરવામાં આવે છે;જો આ ક્રિયા ચાલુ રહે છે અને ઑબ્જેક્ટને ખસેડવાથી અટકાવે છે, તો તે ક્લેમ્પના વિસ્તરણની જેમ કાર્ય કરે છે;તેથી, ગેરસમજ ઘણીવાર થાય છે, અને ફિક્સ્ચર જિગ સાથે મૂંઝવણમાં આવે છે.તેથી, સખત રીતે કહીએ તો, ફિક્સ્ચર અને ફિક્સ્ચરનું કાર્ય અને હેતુ સહેજ અલગ છે.ફિક્સ્ચર ફિક્સિંગ પર ધ્યાન કેન્દ્રિત કરે છે, અને ફિક્સ્ચર "ચોક્કસ" સ્થિતિ પર ધ્યાન કેન્દ્રિત કરે છે.જો કે, કારણ કે ફિક્સ્ચરને કેટલીકવાર વધુ ક્લેમ્પિંગ અને ફિક્સિંગની જરૂર પડે છે, તે ક્યારેક ફિક્સ્ચર સાથે ઉપયોગમાં લેવાય છે.તે થોડી સમાન હશે;વ્યવહારમાં, બંનેની મિકેનિઝમ ડિઝાઇન ઘણીવાર ફેક્ટરીમાં એક જ વિભાગમાં મૂકવામાં આવે છે, જેને ફિક્સ્ચર ડિઝાઇન કહેવાય છે.આ વિભાગ ઉત્પાદન, સાધનસામગ્રીની જાળવણી અથવા તો ફેક્ટરી બાબતોમાં અથવા ઉત્પાદન સંશોધન અને વિકાસમાં મૂકવામાં આવી શકે છે, મૂળભૂત શૈક્ષણિક પૃષ્ઠભૂમિ મુખ્યત્વે મિકેનિકલ એન્જિનિયર છે.
સ્વચાલિત સાધનોના વિકાસમાં ફિક્સ્ચર સુધારણા અને ડિઝાઇન ખૂબ જ મહત્વપૂર્ણ પ્રારંભિક બિંદુ છે.ઘણી ઓટોમેશન ઇક્વિપમેન્ટ કંપનીઓ ફેક્ટરીઓને આયાતી ફિક્સર ઉપરાંત ડ્રાઇવ ડિવાઇસ અને કંટ્રોલ સર્કિટને સુધારવા અને ડિઝાઇન કરવામાં મદદ કરવાનું શરૂ કરે છે.બધી રીતે, ઉત્પાદન અને સાધનસામગ્રીનો અનુભવ એકઠા કરો અને સંપૂર્ણ ઓટોમેશન સાધનો કંપની બનો.
ઘાટ
અંગ્રેજી નામઘાટ, આ શુ છે?અગાઉના ફિક્સ્ચરનું કાર્ય મુખ્યત્વે ફિક્સિંગ અને પોઝિશનિંગ છે, મૂળભૂત રીતે તેની ઉત્પાદન પર કોઈ અન્ય અસર નથી અને તે ઉત્પાદનને સીધી અસર કરશે નહીં, પરંતુ ઘાટ અલગ છે, અને ઘાટ ઉત્પાદન પ્રક્રિયામાં સીધો ભાગ લેશે.
ત્યાં ઘણા પ્રકારના મોલ્ડ છે, પરંતુ મૂળભૂત કાર્ય ઉત્પાદનના આકારને મર્યાદિત કરવાનું છે, અથવા કાચી સામગ્રીને ઇચ્છિત આકારમાં આકાર આપવાનું છે.વગેરે એ સમજવામાં સરળ ઉદાહરણ છે, તેથી માલના ઉત્પાદનમાં મોલ્ડને સર્વવ્યાપક કહી શકાય.વધુ લોકપ્રિય બાબત એ છે કે મૂન કેક બનાવવા માટે વપરાતા લાકડાના મોલ્ડ પણ એક પ્રકારનો મોલ્ડ છે.જ્યાં સુધી મોટી સંખ્યામાં મોલ્ડ આખરે ગ્રાહકોને વેચવામાં આવે છે ત્યાં સુધી માલનું ઉત્પાદન કરવા માટે, ત્યાં ચોક્કસ આકાર હશે, અને આ આકાર ઘાટ દ્વારા પૂર્ણ થવો જોઈએ.
મોલ્ડનું વર્ગીકરણ ઉદ્યોગ અને પસંદ કરેલી પ્રક્રિયા અનુસાર નક્કી કરવામાં આવશે.ખાદ્ય મોલ્ડ સિવાય, ઉત્પાદન ઉદ્યોગમાં મોલ્ડ દ્વારા પ્રક્રિયા કરવામાં આવતી સામગ્રીના બે મુખ્ય પ્રકારો છે: પ્લાસ્ટિક અને મેટલ (અલબત્ત, અન્ય સિરામિક્સ, સંયુક્ત સામગ્રી, વગેરે પણ મોલ્ડનો ઉપયોગ કરશે), પરંતુ તેની માત્રા પ્રમાણમાં ઓછી છે), તેથી પ્રથમ સંક્ષિપ્તમાં તાજેતરના દાયકાઓમાં સૌથી વધુ સંખ્યામાં પ્લાસ્ટિક મેન્યુફેક્ચરિંગ મોલ્ડ રજૂ કરો.મેટલ મેન્યુફેક્ચરિંગ અથવા પ્લાસ્ટિક મેન્યુફેક્ચરિંગ માટેના મોલ્ડને પ્રક્રિયાના આધારે અલગ રીતે વર્ગીકૃત કરી શકાય છે.
પોસ્ટ સમય: ડિસેમ્બર-21-2022